
- Номинальное напряжение: AC220V50/60Hz
- Чистый вес машины: 68 кг 50 кг
- Максимальная мощность: 1800 Вт
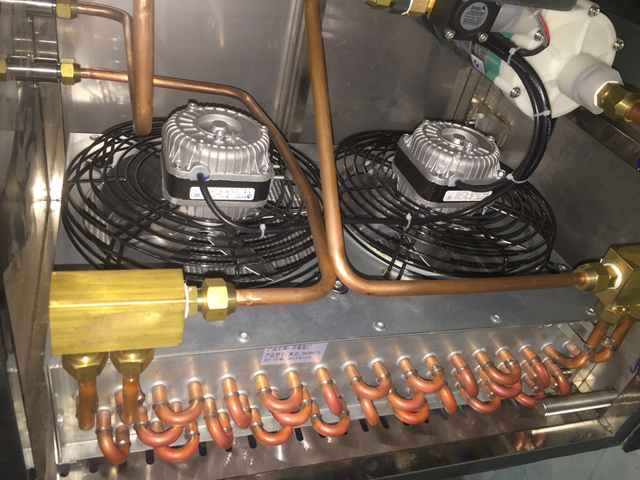
- Метод охлаждения: Холодный воздух/Вода, двойной способ охлаждения
- Диаметр уплотнения: φ15-75мм 15MM-45MM 30MM-60MM
- Высота бутылки: 20-180 мм
- Методы работы: продолжить работу
- Область применения: большой участок производства
- Скорость запечатывания: 0-200 бут/мин
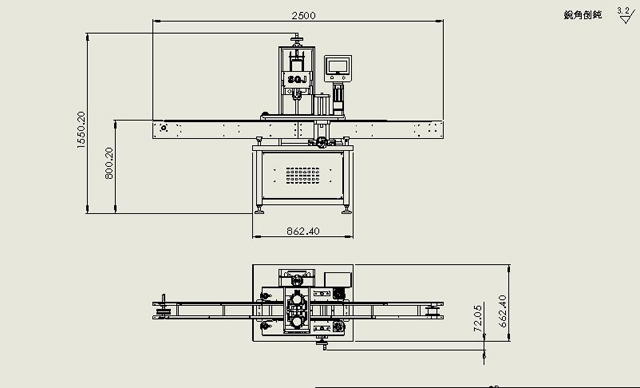
- Размеры упаковки: 1600*450*1500 мм
- Размер генератора: 1450*410*1300 мм
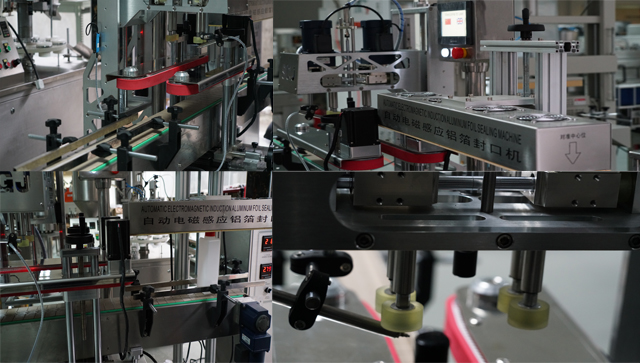
Линия включает в себя две основные машины: индукционную запайочную машину и встроенную укупорочную машину;
Машины подходят для укупорки-герметизации медицинских бутылок, которые используются в аналитических лабораториях. Вся линия может быть оснащена вспомогательным оборудованием, таким как поворотный стол для бутылок или функция пакетного кодирования.
Ниже приведены основные данные по машинам:

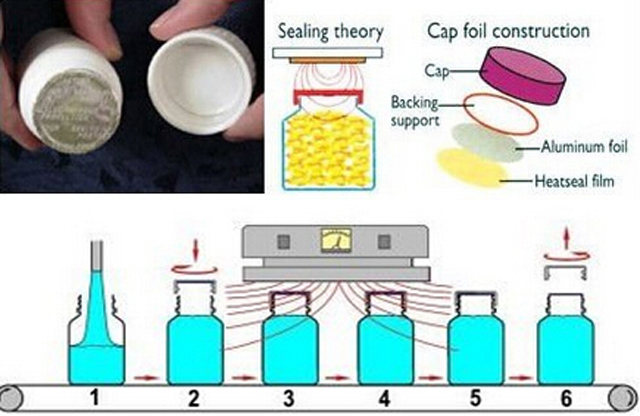
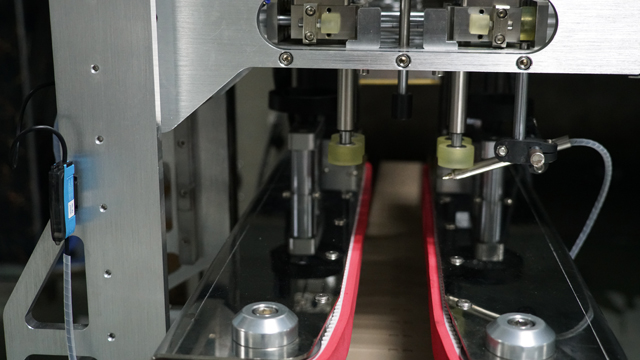
Индукционная герметизация, также известная как запечатывание колпачками, представляет собой бесконтактный метод нагрева внутреннего уплотнения для герметичного запечатывания верхней части пластиковых и стеклянных контейнеров. Этот процесс запечатывания происходит после того, как контейнер заполнен и укупорен.
Технология электромагнитной индукционной герметизации композитными материалами является передовым методом герметизации, признанным в настоящее время во всем мире, а ее свойство бесконтактного нагрева подходит для герметизации пластиковых бутылок (ПП, ПВХ, ПЭТ, АБС, ПЭВП, ПС и DURACON), стеклянных бутылок и различных композитных пластиковых шлангов, поэтому в настоящее время это самая передовая технология герметизации бутылок для таких отраслей промышленности, как фармацевтика, пищевая промышленность, производство смазочных материалов, бытовой химии, агрохимии.
Принцип работы и как это работает
Крышка поставляется на завод по розливу с уже вставленным слоем алюминиевой фольги. Хотя есть различные варианты вкладышей на выбор, типичный индукционный вкладыш является многослойным. Верхний слой представляет собой бумажную массу, которая обычно точечно приклеивается к крышке. Следующий слой - воск, который используется для приклеивания слоя алюминиевой фольги к пульпе. Нижний слой - полимерная пленка, ламинированная на фольгу. После установки крышки или крышки емкость проходит под индукционной катушкой, которая излучает колеблющееся электромагнитное поле. Когда емкость проходит под индукционной катушкой (запаивающей головкой), токопроводящая алюминиевая фольга начинает нагреваться из-за вихревых токов. Тепло плавит воск, который впитывается в подложку из пульпы и освобождает фольгу от крышки. Полимерная пленка также нагревается и стекает на край емкости. При охлаждении полимер создает связь с емкостью, в результате чего получается герметично запечатанный продукт. Ни емкость, ни ее содержимое не подвергаются отрицательному воздействию; выделяемое тепло не наносит вреда содержимому.
Фольгу можно перегреть, что приведет к повреждению слоя герметизации и любых защитных барьеров. Это может привести к неисправным герметизациям даже через несколько недель после первоначального процесса герметизации, поэтому правильный размер индукционной герметизации имеет решающее значение для определения точной системы, необходимой для работы конкретного продукта.
Запечатывание можно осуществлять как с помощью ручного устройства, так и на конвейерной системе.
Более поздняя разработка (которая лучше подходит для небольшого числа применений) позволяет использовать индукционную герметизацию для нанесения фольгированного уплотнения на контейнер без необходимости в закрытии. В этом случае фольга поставляется предварительно нарезанной или в рулоне. При поставке в рулоне она вырезается и переносится на горлышко контейнера. Когда фольга находится на месте, она прижимается уплотнительной головкой, активируется индукционный цикл, и уплотнение приклеивается к контейнеру. Этот процесс известен как прямое нанесение.
Рисунок
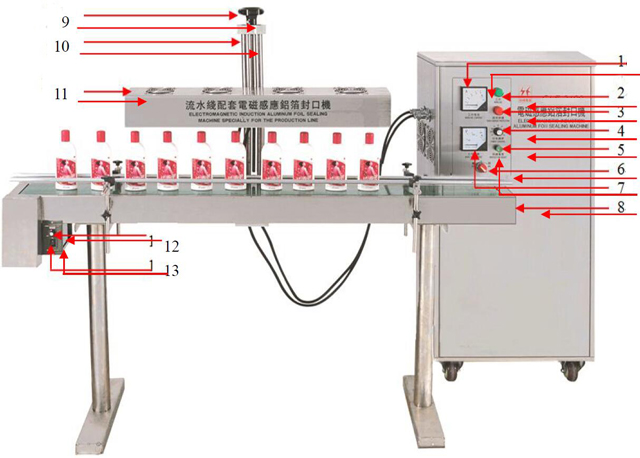
- Амперметр: показывает текущее состояние во время работы всей машины.
- Рабочий индикатор: показывает рабочее исключительное состояние.
- Индикатор перегрузки по току: показывает ненормальное рабочее состояние.
- Управление питанием: контроллер питания.
- Сброс защиты: восстановление нормального рабочего состояния.
- Выключатель питания: управляет питанием всей машины.
- Вольтметр: показывает состояние напряжения во время работы всей машины.
- Конвейер: транспортировка бутылок.
- Маховое колесо: регулировка для бутылок разной высоты.
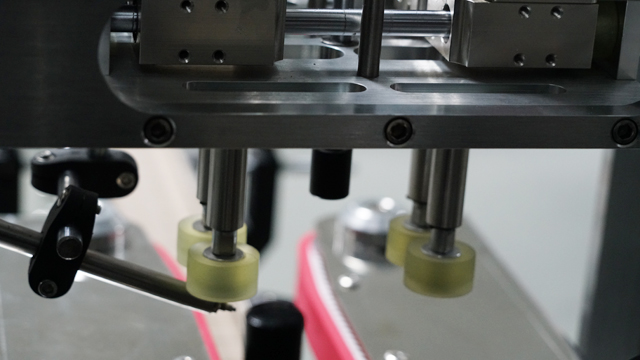
- Подъемные полки: используются для фиксации и подъема или опускания высоты и опускания уплотнительной головки.
- Укупорочная головка: нагревает и запечатывает алюминиевую фольгу в крышке бутылки.
- Скорость регулировки: кнопка регулировки скорости движения конвейерной ленты.
- Пусковой переключатель: переключатель управления конвейером.

- Номинальное напряжение: AC220V50/60Hz
- Чистый вес машины: 68 кг 50 кг
- Максимальная мощность: 1800 Вт
- Метод охлаждения: Холодный воздух/Вода, двойной способ охлаждения
- Диаметр уплотнения: φ15-75мм 15MM-45MM 30MM-60MM
- Высота бутылки: 20-180 мм
- Методы работы: продолжить работу
- Область применения: большой участок производства
- Скорость запечатывания: 0-200 бут/мин
- Размеры упаковки: 1600*450*1500 мм
- Размер генератора: 1450*410*1300 мм
Метод использования индукционной запайочной машины

- Регулировка высоты бутылки: поместите бутылку под «запаивающую головку», отрегулируйте «маховик», убедитесь, что расстояние между дном «запаивающей головки» и лицевой поверхностью крышки бутылки составляет около 1-3 мм, поверните «пусковой переключатель» в положение «вкл», чтобы конвейерная лента начала работать, и дайте бутылкам пройти по ленте, чтобы проверить, касаются ли они запаивающей головки. Наименьшее расстояние без жесткости является наилучшим.
- Отрегулируйте скорость конвейерной ленты с помощью «контроля скорости». Запечатывание алюминиевой фольгой связано со скоростью ленты и мощностью. Положите несколько бутылок на ленту, включите «выключатель питания» и проведите испытание на запечатывание. Операция официально начинается, как только бутылки будут надежно запечатаны.
- Дождитесь плавного запуска после самозапуска и начните герметизацию через 30 секунд, когда амперметр покажет 3,2 А.
- Выключите «выключатель питания» и «выключатель запуска» при выключении машины.
Линейная укупорочная машина:
- Производительность: 40-60 колпачков/мин
- Размер крышки: 10-50/35-140 мм
- Диаметр бутылки: 35-140 мм
- Высота бутылки: 38~300 мм
- Размер (Д×Ш×В): 1000×800×1200 мм
- Вес: 350 кг
Чертеж встроенной укупорочной машины
| 1 | Бутылки | 2 | Крепление бутылок |
| 3 | Ручка для регулировки положения | 4 | Фрикционный шкив |
| 5 | Модуль положения хода | 6 | Цилиндр для прессования крышек |
| 7 | Ручка для позиционного | 8 | Модуль регулировки укупорки |
| 9 | Укупорочный цилиндр | 10 | Укупорочный двигатель |
| 11 | Коробка управления | 12 | Ручное колесо |
Регулировка укупорки от А до Я

Регулировка крепления бутылок
1. Ослабьте ручку (3)
2. Поместите предварительно закрепленные бутылки (1)
3. Проверьте, совпадает ли центр колпачка с центром цилиндра (9); после того, как совпадут, закрепите ручку (3).
Регулировка высоты укупорки﹒
1. Ослабьте ручку (7)
2. Отрегулируйте ручку (12) так, чтобы расстояние между нижним фрикционным колесом укупорки (4) и нижним краем крышки составляло 2 мм, зафиксируйте ручку (7).
Регулировка зазоров трения крышки:
1. Закройте источник воздуха.
2. Установите фиксирующие колпачки между фрикционными колесами (4)
3. Подойдите к колпачкам, перемещая фрикционное колесо (4), чтобы отрегулировать винт модуля хода (5) (обе стороны должны быть симметричны при визуальном измерении). Правый фас должен быть от 2 мм до 3 мм для каждой стороны;
Регулировка высоты цилиндра укупорки (согласно образцам укупорки)
1. Ослабьте винт (8), чтобы выдвинуть укупорочный цилиндр (9);
2. Оставьте расстояние 1-2 мм от гайки до верха колпачка.
3. Затяните винт (8)
Регулировка скорости укупорочного цилиндра
1. Подключите источник питания и источник воздуха, чтобы отрегулировать давление воздуха (стандартно 0,74 МПа-0,6 МПа).
2. Отрегулируйте время укупорки и интервал укупорки (стандартно от 1 с до 1,5 с), выберите ручной режим, направьте педальный переключатель, чтобы отрегулировать пневматическую скорость фрикционного колеса влево-вправо, в конечном итоге скорость на обеих скоростях должна быть одинаковой;
3. Отрегулируйте скорость укупорочного цилиндра.
Тестовый запуск машины
1. Возьмите один продукт для пробного запуска укупорки; отремонтируйте укупорку в соответствии с эффектом укупорки;
2. Отрегулируйте крутящий момент в соответствии с силой кручения.
Образцы бутылок для укупорки и герметизации

Вам может понравиться
 Экономичная машина для розлива, укупорки и маркировки бутылок с жидким моющим средством и шампунем
Экономичная машина для розлива, укупорки и маркировки бутылок с жидким моющим средством и шампунем- Линейная 3-х головочная шнеково-шнековая линия розлива косметической пудры в банки
- Линия вакуумной укупорки стеклянных банок с густым томатным соусом и сливками
- Автоматическая машина для маркировки мягких пластиковых туб с системой подачи туб
- Полуавтоматическая этикетировочная машина для шприцев для фармацевтической промышленности
- Фармацевтическая машина для наполнения гелем и жидкостью шприцев
- Автоматическая машина для упаковки полиэтиленовой пленкой L-типа в термоусадочную туннельную упаковку
- Автоматическая машина для маркировки линейных огнетушителей
- Моноблочная машина для розлива, укупорки и укупорки небольших бутылок-капель
- Полуавтоматическая настольная машина для маркировки плоских бутылок и пакетов









